
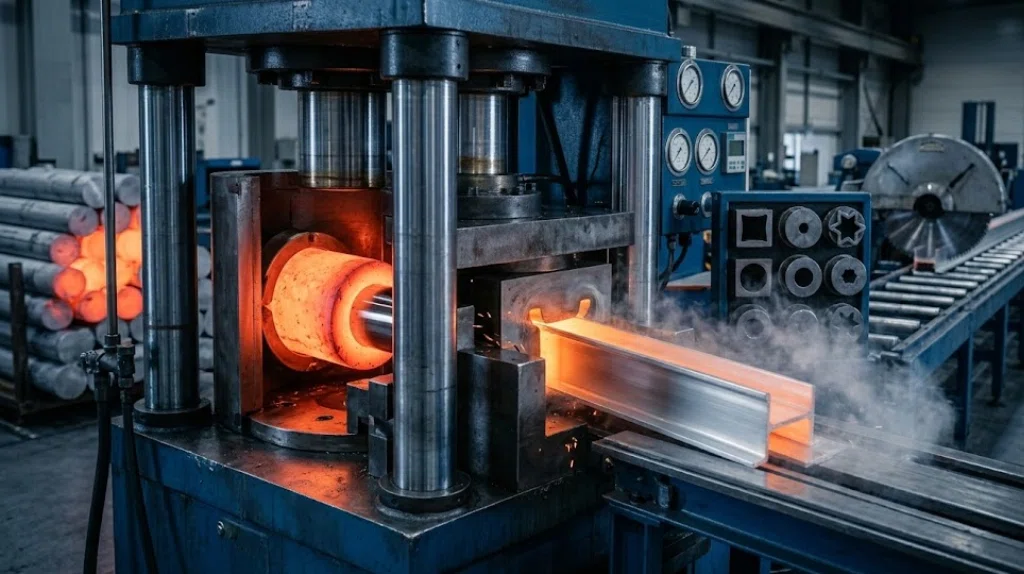
L’estrusione metalli è un processo di deformazione plastica utilizzato per ottenere componenti e profili metallici con sezione costante. Il principio di funzionamento è relativamente semplice: un metallo viene sottoposto a una forte pressione e spinto attraverso una matrice appositamente progettata. Durante il passaggio, il materiale si deforma in modo permanente e assume la forma della sezione prevista dalla matrice.
Si tratta di una delle tecnologie più importanti della moderna lavorazione dei metalli. Infatti, consente di produrre profili complessi con elevata precisione dimensionale, buona qualità superficiale e un utilizzo efficiente del materiale. Per questo motivo, l’estrusione è ampiamente impiegata nella produzione industriale di componenti in alluminio, rame, ottone, magnesio e altre leghe metalliche.
Grazie alla sua versatilità, il processo trova applicazione in numerosi settori, dall’automotive all’aerospace, dall’edilizia all’elettronica. Inoltre, permette di realizzare componenti leggeri e resistenti, ottimizzando il rapporto tra prestazioni meccaniche, peso e costi produttivi.
In questo articolo analizzeremo nel dettaglio come funziona l’estrusione dei metalli, le principali fasi del processo, le diverse tipologie di estrusione, i vantaggi e i limiti della tecnologia, le applicazioni industriali più diffuse e l’importanza del controllo qualità della composizione chimica delle leghe utilizzate.
Cos’è l’estrusione dei metalli
L’estrusione dei metalli è un processo di lavorazione basato sulla deformazione plastica, nel quale un materiale metallico viene sottoposto a una forte pressione e costretto ad attraversare una matrice appositamente progettata. Durante questo passaggio, il metallo assume la forma della sezione della matrice, generando profili continui con geometria costante lungo tutta la loro lunghezza.
Dal punto di vista fisico, il processo si sviluppa attraverso una sequenza ben definita: applicazione della pressione, deformazione plastica del materiale e fuoriuscita attraverso la matrice. Quando la forza esercitata supera il limite elastico del metallo, il materiale si deforma in modo permanente senza rompersi, assumendo la forma desiderata.
A differenza dei processi fusori, nell’estrusione il metallo non viene trasformato in un getto attraverso il riempimento di uno stampo. Il materiale mantiene infatti la propria continuità strutturale e viene modellato mediante deformazione meccanica. Questa caratteristica distingue l’estrusione da tecnologie come la pressofusione dei metalli, nelle quali il metallo viene prima portato allo stato liquido e successivamente colato all’interno di una matrice.
Grazie a questa modalità di lavorazione, l’estrusione consente di ottenere componenti con buone proprietà meccaniche, elevata uniformità strutturale e un utilizzo efficiente del materiale. Inoltre, permette di realizzare profili anche molto complessi, mantenendo un elevato livello di precisione dimensionale e una buona qualità superficiale.
Negli ultimi anni, il settore ha conosciuto importanti sviluppi tecnologici. Una review pubblicata nel 2025 da Shun Luo e collaboratori evidenzia come l’estrusione delle leghe di alluminio e magnesio stia beneficiando dell’integrazione di simulazioni avanzate, nuove tecnologie ausiliarie, ottimizzazione dei parametri di processo e progettazione evoluta delle matrici. Queste innovazioni contribuiscono a migliorare la qualità dei profili estrusi, l’efficienza produttiva e le prestazioni finali dei materiali.
Fonte: Shun Luo et al. (2025) — Development and innovations in extrusion process of aluminum and magnesium alloys: A review
Come si fa l’estrusione: le fasi del processo
L’estrusione dei metalli si sviluppa attraverso una sequenza di operazioni che consentono di trasformare un lingotto metallico in un profilo con sezione costante. Ogni fase influisce sul comportamento del materiale e sulla qualità del prodotto finale. Per questo motivo, la qualità della lega utilizzata rappresenta un fattore determinante lungo tutto il processo: una composizione chimica corretta favorisce una deformazione più uniforme e contribuisce a ottenere profili con caratteristiche dimensionali e meccaniche costanti.
Le principali fasi dell’estrusione sono:
- Preparazione del billet (lingotto): il processo inizia con la preparazione del billet, generalmente costituito da una lega di alluminio, magnesio, rame o altre leghe metalliche. In questa fase vengono verificati qualità, composizione chimica e condizioni del materiale di partenza.
- Riscaldamento: nei processi di estrusione a caldo, il billet viene portato a una temperatura controllata per aumentare la deformabilità del materiale e ridurre le forze necessarie alla lavorazione.
- Inserimento nel contenitore: il lingotto viene posizionato all’interno della pressa di estrusione, dove sarà sottoposto alla pressione necessaria per la deformazione plastica.
- Spinta tramite pistone: un pistone esercita una forza elevata sul materiale. Quando la pressione supera il limite elastico della lega, il metallo inizia a deformarsi in modo permanente.
- Passaggio nella matrice: il materiale viene forzato attraverso una matrice appositamente progettata. In questa fase il metallo assume la forma della sezione desiderata, generando un profilo continuo.
- Raffreddamento: dopo l’uscita dalla matrice, il profilo viene raffreddato secondo parametri definiti in funzione della lega e delle caratteristiche richieste al prodotto finale.
- Taglio e finitura: infine, il profilo viene tagliato alle dimensioni richieste e può essere sottoposto a ulteriori operazioni di finitura, controlli dimensionali o trattamenti termici.
La qualità del materiale di partenza influisce direttamente sul comportamento plastico della lega durante l’estrusione. Di conseguenza, eventuali variazioni nella composizione chimica possono modificare il flusso del materiale, la stabilità del processo e le proprietà finali del profilo estruso.
Anche la progettazione della matrice riveste un ruolo fondamentale. Uno studio pubblicato nel 2026 da D. Skarvelakis, basato su simulazioni termo-meccaniche FEM del processo di estrusione dell’alluminio, ha evidenziato come la geometria della matrice influenzi direttamente la velocità di flusso del materiale, la distribuzione delle temperature e le tensioni generate all’interno del profilo. Per questo motivo, la combinazione tra qualità della lega, controllo del processo e progettazione della matrice è essenziale per ottenere profili estrusi di elevata qualità.
Fonte: 🔗 D. Skarvelakis (2026) — Aluminum Extrusion Simulation Using Finite Elements
Tipologie di estrusione
L’estrusione dei metalli può essere realizzata attraverso diverse tecnologie, sviluppate per rispondere a esigenze produttive differenti. La scelta del processo dipende da fattori come il tipo di lega utilizzata, la geometria del profilo, le proprietà meccaniche richieste e i volumi di produzione.
Tra le principali tipologie di estrusione troviamo:
- Estrusione diretta: è la configurazione più diffusa a livello industriale. Il pistone spinge il billet nella stessa direzione di uscita del materiale attraverso la matrice. Questa soluzione è ampiamente utilizzata per la produzione di profili in alluminio, rame e altre leghe grazie alla sua versatilità e all’elevata produttività.
- Estrusione indiretta: in questo caso la matrice è montata sul pistone e si muove verso il materiale. Il metallo fluisce quindi in direzione opposta rispetto al movimento del pistone. Questo sistema riduce gli attriti tra billet e contenitore, consentendo una maggiore uniformità del flusso e una minore richiesta di forza.
- Estrusione a caldo: il materiale viene riscaldato prima della lavorazione per aumentarne la deformabilità. È la tecnica più utilizzata per l’estrusione di leghe di alluminio, magnesio e rame, soprattutto quando si devono ottenere profili complessi o di grandi dimensioni.
- Estrusione a freddo: il processo viene eseguito a temperatura ambiente o con riscaldamenti limitati. Consente di ottenere tolleranze dimensionali più precise, una migliore finitura superficiale e un incremento della resistenza meccanica dovuto all’incrudimento del materiale. È spesso utilizzata per piccoli componenti tecnici e particolari meccanici ad alta precisione.
- Estrusione a caldo controllata: rappresenta un’evoluzione dell’estrusione tradizionale a caldo. Temperature, velocità di deformazione e condizioni di raffreddamento vengono monitorate e regolate con elevata precisione per ottimizzare la microstruttura del materiale e migliorare la qualità del profilo finale. Questa tecnica è particolarmente diffusa nei settori aerospace e automotive.
- Estrusione idrostatica: il materiale viene deformato attraverso la pressione esercitata da un fluido. L’assenza di attrito diretto tra billet e contenitore permette di lavorare materiali difficili da deformare e di ottenere una maggiore uniformità del flusso. Tuttavia, si tratta di una tecnologia più specialistica rispetto ai processi tradizionali.
- Micro-estrusione: è utilizzata per la produzione di componenti di dimensioni molto ridotte, spesso destinati ai settori medicale, elettronico e della micromeccanica. Richiede controlli estremamente precisi dei parametri di processo e tolleranze molto strette.
Ogni tipologia presenta vantaggi specifici e viene scelta in funzione delle caratteristiche del materiale e delle prestazioni richieste al prodotto finale. Per questo motivo, nelle moderne linee di estrusione è fondamentale ottimizzare sia il processo sia la composizione della lega, così da garantire qualità, produttività e ripetibilità industriale.
Caratteristiche dell’estrusione dei metalli
L’estrusione dei metalli è una delle tecnologie più utilizzate nella produzione industriale di profili metallici. Il processo offre infatti una combinazione di precisione, efficienza e flessibilità progettuale difficile da ottenere con altre tecniche di lavorazione.
Una delle caratteristiche più importanti è la possibilità di ottenere profili a sezione costante lungo tutta la loro lunghezza. La forma finale dipende dalla geometria della matrice e può essere molto semplice oppure particolarmente complessa. Per questo motivo, l’estrusione viene utilizzata per realizzare profili strutturali, guide, telai e componenti tecnici destinati a numerosi settori industriali.
Un altro vantaggio significativo è l’elevata precisione dimensionale. Grazie al controllo dei parametri di processo e alla progettazione accurata delle matrici, è possibile produrre profili con tolleranze molto contenute. Di conseguenza, si riduce la necessità di lavorazioni meccaniche successive.
L’estrusione garantisce inoltre una buona finitura superficiale. In molti casi, i profili ottenuti sono già adatti alle fasi successive di assemblaggio o trattamento superficiale. Questo contribuisce a ridurre tempi e costi produttivi.
Dal punto di vista progettuale, il processo permette di ottenere un ottimo rapporto tra peso e resistenza meccanica. Attraverso l’utilizzo di geometrie alleggerite, cavità interne e sezioni ottimizzate, è possibile ridurre il peso dei componenti senza compromettere le prestazioni strutturali. Per questo motivo, l’estrusione è particolarmente diffusa nei settori automotive, aerospace ed energie rinnovabili.
Un ulteriore elemento distintivo è la continuità produttiva. Una volta avviato il processo, è possibile realizzare grandi quantità di profili mantenendo elevata uniformità qualitativa. Inoltre, la produzione continua favorisce una migliore efficienza industriale e una maggiore ripetibilità dei risultati.
Le prestazioni dell’estrusione dipendono in larga misura anche dalla progettazione della matrice. Uno studio pubblicato nel 2026 da S. Chen e collaboratori ha mostrato come l’utilizzo di modelli data-driven possa ottimizzare il design delle matrici di estrusione dell’alluminio. In particolare, la ricerca evidenzia come una migliore progettazione contribuisca a uniformare il flusso del materiale, ridurre le attività di prova ed errore e migliorare la qualità delle sezioni estruse.
Pro e contro dell’estrusione
L’estrusione dei metalli offre numerosi vantaggi dal punto di vista produttivo e progettuale. Tuttavia, come ogni processo industriale, presenta anche alcuni limiti che devono essere considerati durante la scelta della tecnologia più adatta.
Tra i principali vantaggi troviamo:
- Alta produttività: il processo consente di realizzare grandi quantità di profili in tempi relativamente ridotti. Inoltre, la produzione continua favorisce elevati livelli di efficienza industriale.
- Riduzione delle lavorazioni successive: grazie alla precisione della matrice, molti profili escono dal processo già molto vicini alla geometria finale. Di conseguenza, si riducono operazioni come fresatura, tornitura o altre lavorazioni meccaniche.
- Buon controllo microstrutturale: soprattutto nell’estrusione a caldo, i parametri di processo possono essere gestiti per influenzare in modo controllato la microstruttura del materiale. Questo aspetto contribuisce a ottenere proprietà meccaniche più uniformi.
- Ottimizzazione del materiale: l’estrusione permette di produrre componenti con geometrie efficienti e ridotti scarti di lavorazione. Per questo motivo, rappresenta una soluzione interessante sia dal punto di vista economico sia dal punto di vista della sostenibilità.
Accanto ai vantaggi, esistono però alcuni aspetti che richiedono particolare attenzione:
- Costi iniziali delle matrici: ogni profilo richiede una matrice dedicata. Di conseguenza, l’investimento iniziale può essere significativo, soprattutto per produzioni limitate.
- Limitazione a sezioni costanti: il processo è ideale per la produzione di profili continui. Tuttavia, non è adatto alla realizzazione di componenti con variazioni geometriche significative lungo la loro lunghezza.
- Sensibilità alla composizione chimica della lega: il comportamento del materiale durante la deformazione dipende direttamente dalla composizione della lega. Per questo motivo, anche piccole variazioni possono influenzare lavorabilità, qualità superficiale e proprietà meccaniche del profilo finale.
- Possibili difetti di processo: in condizioni non ottimali possono comparire cricche, flussi irregolari del materiale, inclusioni o altre discontinuità che compromettono la qualità del prodotto.
La composizione chimica riveste un ruolo particolarmente importante. Una lega non conforme può infatti alterare il comportamento plastico del materiale durante l’estrusione. Di conseguenza, aumenta il rischio di difetti, instabilità del processo e variazioni nelle prestazioni meccaniche del profilo estruso. Per questo motivo, il controllo della composizione prima della lavorazione rappresenta una fase fondamentale per garantire qualità e ripetibilità produttiva.
Quali metalli si utilizzano nell’estrusione
L’estrusione dei metalli può essere applicata a diverse leghe metalliche. Tuttavia, non tutti i materiali presentano lo stesso comportamento durante la deformazione plastica. La scelta della lega dipende da fattori come lavorabilità, resistenza meccanica, peso, resistenza alla corrosione e destinazione d’uso del componente finale.
Tra tutti i materiali disponibili, le leghe di alluminio occupano una posizione dominante. Grazie alla loro leggerezza, alla buona deformabilità e all’elevato rapporto tra peso e resistenza, rappresentano oggi il materiale più utilizzato nei processi di estrusione industriale.
Le principali famiglie di leghe di alluminio impiegate nell’estrusione sono:
- Al-Si (alluminio-silicio), apprezzate per la buona lavorabilità e le elevate prestazioni produttive;
- Al-Mg (alluminio-magnesio), utilizzate quando sono richieste maggiore resistenza meccanica e migliore resistenza alla corrosione;
- Al-Zn (alluminio-zinco), impiegate nelle applicazioni che richiedono caratteristiche meccaniche particolarmente elevate.
Accanto all’alluminio, anche il rame viene frequentemente estruso. Questo materiale è particolarmente apprezzato per la sua elevata conducibilità elettrica e termica. Per questo motivo, trova largo impiego nella produzione di barre conduttrici, componenti elettrici e sistemi di distribuzione dell’energia.
L’ottone, lega composta principalmente da rame e zinco, viene utilizzato per realizzare profili, raccordi e componenti tecnici. Inoltre, offre una buona combinazione tra lavorabilità, resistenza alla corrosione e qualità estetica.
Anche il magnesio viene impiegato nei processi di estrusione, soprattutto nei settori in cui la riduzione del peso rappresenta un obiettivo prioritario. Ad esempio, è utilizzato nell’automotive, nell’aerospace e in alcune applicazioni elettroniche avanzate.
L’acciaio può essere estruso, ma generalmente in casi specifici. Rispetto all’alluminio, infatti, richiede forze di lavorazione molto più elevate e processi maggiormente controllati. Per questo motivo, l’estrusione dell’acciaio è meno diffusa e viene utilizzata soprattutto per applicazioni tecniche particolari.
Un tema sempre più importante riguarda la distinzione tra leghe primarie e leghe secondarie. Le leghe primarie sono ottenute direttamente dalle materie prime attraverso processi metallurgici dedicati. Le leghe secondarie, invece, derivano dal recupero, dal riciclo e dalla rifusione di materiali metallici già utilizzati.
L’utilizzo di leghe secondarie contribuisce a ridurre consumi energetici e impatto ambientale. Tuttavia, richiede controlli più rigorosi sulla composizione chimica. Infatti, eventuali variazioni nella concentrazione degli elementi di lega possono influenzare la deformabilità del materiale, il comportamento durante l’estrusione e la qualità del profilo finale. Per questo motivo, il controllo compositivo rappresenta una fase fondamentale prima dell’avvio del processo produttivo.
Applicazioni dell’estrusione nei diversi settori industriali
L’estrusione dei metalli trova applicazione in numerosi settori industriali grazie alla capacità di produrre profili leggeri, resistenti e dimensionalmente accurati. Inoltre, il processo consente di realizzare geometrie complesse mantenendo elevata efficienza produttiva e buona ripetibilità.
Nel settore automotive, l’estrusione viene utilizzata per produrre componenti strutturali, traverse, elementi del telaio, sistemi di assorbimento degli urti e parti destinate ai veicoli elettrici. In particolare, i profili in alluminio consentono di ridurre il peso del veicolo senza compromettere la resistenza meccanica. Di conseguenza, contribuiscono a migliorare efficienza energetica e autonomia.
Anche il comparto aerospace utilizza ampiamente componenti estrusi. In questo settore, infatti, il contenimento del peso rappresenta un requisito fondamentale. Per questo motivo, profili in alluminio ad alta resistenza e leghe speciali vengono impiegati nella realizzazione di strutture aeronautiche, sistemi di supporto e componenti tecnici destinati a condizioni operative severe.
Nell’edilizia, l’estrusione è utilizzata per la produzione di profili strutturali, serramenti, facciate continue, sistemi di copertura e componenti architettonici. L’elevata precisione dimensionale e la resistenza alla corrosione delle leghe di alluminio rendono questi materiali particolarmente adatti alle applicazioni nel settore delle costruzioni.
Il settore dell’elettronica sfrutta l’estrusione per la produzione di dissipatori di calore, contenitori tecnici, guide e strutture per apparecchiature elettroniche. Inoltre, la buona conducibilità termica dell’alluminio favorisce una gestione più efficiente del calore generato dai dispositivi.
Anche le energie rinnovabili rappresentano un importante ambito di applicazione. I profili estrusi vengono infatti utilizzati nella produzione di strutture per pannelli fotovoltaici, sistemi di supporto, componenti per impianti solari e soluzioni destinate al settore eolico. In questo contesto, leggerezza e resistenza agli agenti atmosferici costituiscono vantaggi particolarmente rilevanti.
Nella meccanica industriale, infine, i profili estrusi trovano impiego in telai macchina, linee automatiche, sistemi di movimentazione, protezioni e strutture modulari. Grazie alla loro versatilità, consentono di realizzare soluzioni robuste e facilmente assemblabili.
L’innovazione continua a migliorare le prestazioni del processo. Uno studio pubblicato nel 2024 da Zina Saad Abdul Jabbar e Mohammed Najeeb Abdullah ha analizzato l’effetto della geometria della matrice nell’estrusione diretta a caldo della lega di alluminio AA7075. I risultati mostrano che la forma della matrice influenza direttamente i carichi di estrusione e le proprietà meccaniche dei profili ottenuti. Per questo motivo, la progettazione degli utensili rappresenta oggi un elemento strategico per migliorare qualità, efficienza e affidabilità del processo produttivo.
Controllo composizione prima dell’estrusione: il ruolo strategico della spettrometria
Nell’estrusione dei metalli, la qualità del profilo finale dipende in larga misura dalla qualità della lega utilizzata. Per questo motivo, il controllo della composizione chimica rappresenta una fase essenziale prima dell’avvio del processo produttivo.
Elementi come silicio e magnesio influenzano direttamente il comportamento del materiale durante la deformazione plastica. Nelle leghe Al-Si, ad esempio, il contenuto di silicio contribuisce alla lavorabilità del materiale e alla sua risposta durante l’estrusione. Nelle leghe Al-Mg, invece, il magnesio influisce sulle proprietà meccaniche e sulla resistenza alla corrosione. Di conseguenza, anche piccole variazioni compositive possono modificare le prestazioni della lega e la qualità del profilo ottenuto.
Il controllo chimico assume un ruolo ancora più importante nella gestione delle leghe secondarie, ottenute da processi di recupero e rifusione. Questi materiali rappresentano una risorsa strategica per l’industria grazie ai vantaggi economici e ambientali che offrono. Tuttavia, la loro composizione può variare in funzione dell’origine del rottame. Per questo motivo, è necessario verificare con precisione il contenuto degli elementi di lega prima di procedere alle successive fasi produttive.
La verifica della composizione viene effettuata già prima della colata, così da garantire che il materiale rispetti le specifiche richieste. In questo modo è possibile correggere eventuali scostamenti e ridurre il rischio di difetti che potrebbero manifestarsi durante l’estrusione.
Un ulteriore controllo riguarda la conformità del billet, ovvero del lingotto destinato alla lavorazione. Prima dell’ingresso in pressa, è fondamentale verificare che il materiale presenti la corretta composizione chimica e caratteristiche uniformi lungo tutto il volume. Infatti, eventuali differenze possono influenzare il flusso del materiale attraverso la matrice e compromettere la qualità del profilo finale.
Il legame tra composizione chimica e prestazioni del prodotto è diretto. Una lega conforme tende a garantire una migliore lavorabilità durante la deformazione plastica. Di conseguenza, si ottengono proprietà meccaniche più uniformi e una maggiore affidabilità del componente finito. Al contrario, una composizione non corretta può favorire difetti superficiali, instabilità del processo e variazioni nelle caratteristiche meccaniche del profilo estruso.
Per questo motivo, la spettrometria OES (Optical Emission Spectrometry) rappresenta uno strumento strategico nelle moderne linee di estrusione. Grazie ad analisi rapide e accurate, consente di verificare la composizione delle leghe prima della produzione, contribuendo a migliorare la stabilità del processo, ridurre gli scarti e garantire una qualità costante dei profili estrusi.
Strumenti GNR per il controllo nelle linee di estrusione
Nelle moderne linee di estrusione, il controllo della composizione chimica rappresenta una fase strategica per garantire stabilità del processo, qualità del profilo finale e riduzione degli scarti produttivi. Per questo motivo, le aziende utilizzano sistemi di analisi OES (Optical Emission Spectrometry) in diversi momenti del ciclo produttivo.
Il primo punto di controllo riguarda la verifica del rottame e delle leghe secondarie. Quando vengono utilizzati materiali provenienti da recupero e rifusione, è fondamentale identificare correttamente la composizione della lega prima della produzione. In questo modo è possibile evitare contaminazioni, correggere eventuali scostamenti compositivi e garantire la conformità del materiale destinato alla fusione.
Una seconda fase critica è la verifica prima della colata. In questa fase l’analisi chimica consente di controllare che la lega presenti le corrette concentrazioni di elementi come silicio, magnesio, zinco o altri elementi di lega. Di conseguenza, si riduce il rischio di problemi durante la deformazione plastica e si migliora la qualità del billet destinato all’estrusione.
Infine, gli strumenti OES vengono utilizzati anche nel controllo qualità finale, per verificare che il materiale impiegato corrisponda alle specifiche richieste e che il processo abbia mantenuto la necessaria stabilità produttiva.
Per le attività di laboratorio e di controllo qualità, GNR propone lo S1 MiniLab 150, una soluzione compatta progettata per eseguire analisi rapide e affidabili su materiali ferrosi e non ferrosi. Grazie alla semplicità operativa e ai tempi ridotti di analisi, rappresenta una scelta particolarmente adatta per realtà produttive dinamiche e controlli di routine.
Per applicazioni che richiedono una maggiore copertura analitica e la gestione di leghe più complesse, GNR propone lo S3 MiniLab 300. Questo spettrometro supporta attività di controllo metallurgico in fonderie, impianti di trasformazione e aziende che operano nel settore dell’estrusione, offrendo analisi accurate e ripetibili lungo tutto il processo produttivo.
Per esigenze industriali più avanzate, il portafoglio GNR comprende anche strumenti come S6 Sirius 500, dotato di tecnologia CMOS e ampia copertura elementare, oltre alle soluzioni di fascia alta S5 Solaris Plus e S7 Metal Lab Plus, sviluppate per applicazioni che richiedono elevata accuratezza analitica e controllo completo della qualità metallurgica.
Quando sono necessari controlli direttamente in produzione o su materiali difficili da movimentare, gli spettrometri portatili E3 Esaport ed E4 Esaport Plus consentono di effettuare verifiche rapide delle leghe e attività di identificazione dei materiali direttamente in reparto.
In tutte queste applicazioni, il principio rimane lo stesso: un’analisi chimica accurata permette di ridurre gli scarti, migliorare la stabilità del processo e aumentare la qualità dei profili estrusi. Per questo motivo, la spettrometria OES rappresenta oggi uno strumento fondamentale per il controllo metallurgico nelle moderne linee di estrusione.
FAQ
L’estrusione dei metalli è un processo di deformazione plastica nel quale un materiale metallico viene spinto attraverso una matrice per ottenere un profilo con sezione costante. Grazie a questa tecnologia è possibile produrre componenti con geometrie complesse, buona precisione dimensionale e un utilizzo efficiente del materiale.
Il processo inizia con la preparazione del billet, ovvero il lingotto destinato alla lavorazione. Successivamente, il materiale viene riscaldato (nei processi a caldo) e inserito nella pressa. Un pistone esercita quindi una forte pressione che spinge il metallo attraverso la matrice. Dopo l’uscita dalla matrice, il profilo viene raffreddato, tagliato e sottoposto alle eventuali operazioni di finitura e controllo qualità. Durante il ciclo produttivo, i controlli metallurgici contribuiscono a garantire la conformità della lega e la qualità del profilo finale.
Le principali tecnologie utilizzate nell’industria sono l’estrusione diretta, l’estrusione indiretta, l’estrusione a caldo e l’estrusione a freddo. A queste si aggiungono soluzioni più specialistiche come l’estrusione a caldo controllata, l’estrusione idrostatica e la micro-estrusione, utilizzate in applicazioni che richiedono elevata precisione o materiali particolarmente complessi da lavorare.
Il materiale più utilizzato è l’alluminio, grazie alla sua leggerezza e alla buona deformabilità. Tuttavia, anche rame, ottone, magnesio e alcune tipologie di acciaio possono essere lavorati mediante estrusione. La scelta dipende dalle caratteristiche richieste al componente finale e dalle prestazioni della lega.
Nell’estrusione a caldo, il materiale viene riscaldato prima della lavorazione per aumentarne la deformabilità e ridurre le forze necessarie al processo. Nell’estrusione a freddo, invece, la lavorazione avviene a temperatura ambiente o con riscaldamenti limitati. Di conseguenza, si ottengono tolleranze più precise e una migliore finitura superficiale, ma con forze di lavorazione generalmente più elevate.
La composizione chimica influenza direttamente la lavorabilità della lega, il comportamento durante la deformazione plastica e le proprietà meccaniche del profilo finale. Per questo motivo, il controllo della composizione prima della colata e prima dell’estrusione permette di ridurre gli scarti, migliorare la stabilità del processo e garantire una qualità più costante dei componenti prodotti.
La composizione chimica viene generalmente verificata mediante spettrometria OES (Optical Emission Spectrometry). Questa tecnologia permette di identificare e quantificare rapidamente gli elementi presenti nella lega, supportando il controllo del rottame, la verifica del bagno metallico e il controllo qualità finale. A seconda delle esigenze produttive, possono essere utilizzati strumenti da laboratorio come S3 MiniLab 300, sistemi ad alte prestazioni come S6 Sirius 500 oppure spettrometri portatili come E3 Esaport ed E4 Esaport Plus per controlli direttamente in reparto.