

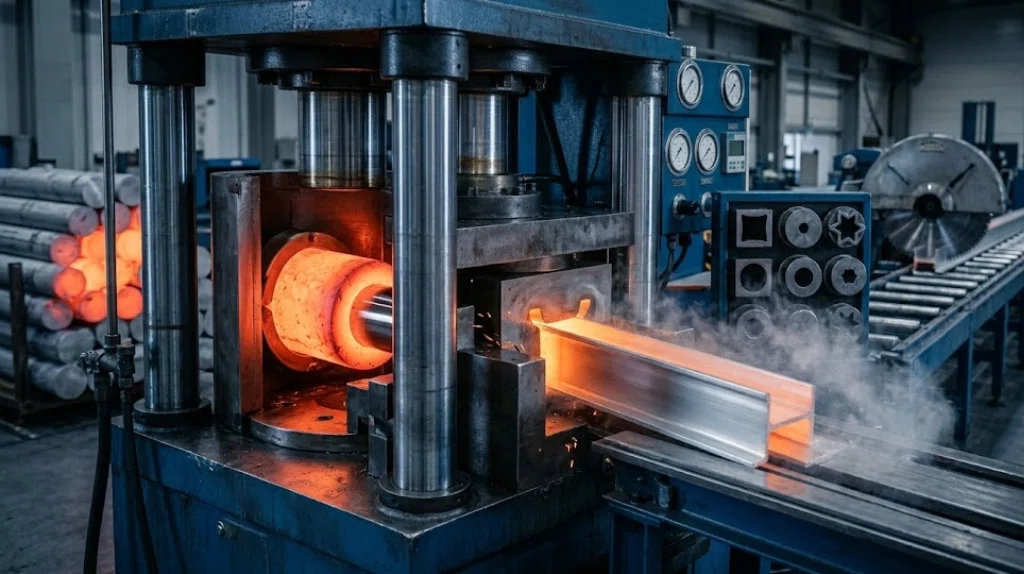
Metal extrusion is a plastic deformation process used to produce components and profiles with a constant cross-section. The operating principle is relatively simple: a metal is subjected to high pressure and forced through a specially designed die. As it passes through the die, the material undergoes permanent deformation and takes on the shape defined by the die opening.
It is one of the most important technologies in modern metalworking. In fact, it allows manufacturers to produce complex profiles with high dimensional accuracy, good surface quality and efficient material utilization. For this reason, extrusion is widely used in the industrial production of components made from aluminum, copper, brass, magnesium and other metallic alloys.
Thanks to its versatility, the process is used across a wide range of industries, from automotive and aerospace to construction and electronics. Moreover, it enables the production of lightweight yet strong components, optimizing the balance between mechanical performance, weight and manufacturing costs.
In this article, we will examine how metal extrusion works, the main stages of the process, the different extrusion methods, the advantages and limitations of the technology, its most common industrial applications, and the importance of chemical composition control in ensuring product quality.
What Is Metal Extrusion?
Metal extrusion is a manufacturing process based on plastic deformation, in which a metal material is subjected to high pressure and forced through a specially designed die. As the material passes through the die opening, it takes on the shape of the die cross-section, producing continuous profiles with a constant geometry along their entire length.
From a physical standpoint, the process follows a well-defined sequence: application of pressure, plastic deformation of the material, and flow through the die. When the applied force exceeds the metal’s elastic limit, the material deforms permanently without breaking and assumes the desired shape.
Unlike casting processes, extrusion does not create a component by filling a mold with molten metal. Instead, the material maintains its structural continuity and is shaped through mechanical deformation. This characteristic distinguishes extrusion from technologies such as die casting (insert internal link to the article “Metal Die Casting”), where the metal is first melted and then injected into a mold.
Thanks to this manufacturing approach, extrusion makes it possible to produce components with good mechanical properties, high structural uniformity and efficient material utilization. In addition, it allows manufacturers to create highly complex profiles while maintaining excellent dimensional accuracy and surface quality.
In recent years, the extrusion industry has benefited from significant technological advances. A 2025 review by Shun Luo and co-authors highlights how aluminum and magnesium alloy extrusion is evolving through the integration of advanced simulations, auxiliary processing technologies, optimized process parameters and improved die design. These innovations help enhance profile quality, production efficiency and the overall performance of extruded materials.
Source: 🔗 Shun Luo et al. (2025) — Development and innovations in extrusion process of aluminum and magnesium alloys: A review
How Metal Extrusion Works: Process Stages
Metal extrusion consists of a sequence of controlled operations that transform a metal billet into a profile with a constant cross-section. Each stage influences the material’s behavior and the quality of the final product. For this reason, alloy quality plays a critical role throughout the entire process. A properly controlled chemical composition promotes uniform plastic deformation and helps ensure consistent dimensional and mechanical properties.
The main stages of the extrusion process are:
- Billet preparation: the process begins with the preparation of the billet, typically made from aluminum, magnesium, copper or other metallic alloys. At this stage, the material’s quality, chemical composition and overall condition are verified.
- Heating: in hot extrusion processes, the billet is heated to a controlled temperature. This increases the material’s ductility and reduces the force required for deformation.
- Loading into the container: the billet is placed inside the extrusion press container, where it will be subjected to the pressure needed for plastic deformation.
- Ram pressure application: a ram applies a high force to the billet. Once the pressure exceeds the alloy’s elastic limit, the material begins to deform permanently.
- Die passage: the material is forced through a specially designed die. At this stage, the metal takes on the desired cross-sectional shape, creating a continuous profile.
- Cooling: after leaving the die, the profile is cooled according to parameters defined by the alloy and the required final properties.
- Cutting and finishing: finally, the profile is cut to the required dimensions and may undergo additional finishing operations, dimensional inspections or heat treatments.
The quality of the starting material directly affects the alloy’s plastic behavior during extrusion. As a result, variations in chemical composition can influence material flow, process stability and the final properties of the extruded profile.
Die design is equally important. A 2026 study by D. Skarvelakis, based on thermo-mechanical finite element simulations of aluminum extrusion, showed that die geometry has a direct impact on material flow velocity, temperature distribution and internal stresses within the profile. For this reason, the combination of alloy quality, process control and optimized die design is essential for producing high-quality extruded profiles.
Source: 🔗 D. Skarvelakis (2026) — Aluminum Extrusion Simulation Using Finite Elements
Types of Metal Extrusion
Metal extrusion can be performed using different technologies, each developed to meet specific production requirements. The choice of process depends on factors such as alloy type, profile geometry, required mechanical properties and production volume.
The main extrusion methods include:
- Direct extrusion: this is the most widely used industrial configuration. The ram pushes the billet in the same direction as the material flow through the die. Thanks to its versatility and high productivity, it is commonly used for aluminum, copper and other metallic alloys.
- Indirect extrusion: in this process, the die is mounted on the ram and moves toward the billet. The material therefore flows in the opposite direction to the ram movement. As a result, friction between the billet and the container is reduced, leading to more uniform material flow and lower force requirements.
- Hot extrusion: the material is heated before processing to increase its ductility. This is the most common method for extruding aluminum, magnesium and copper alloys, especially when producing large or complex profiles.
- Cold extrusion: the process is carried out at room temperature or with limited heating. Consequently, it provides tighter dimensional tolerances, improved surface finish and increased mechanical strength due to work hardening. It is often used for small technical components and precision-engineered parts.
- Controlled hot extrusion: this is an advanced version of conventional hot extrusion. Temperature, deformation rate and cooling conditions are carefully monitored and adjusted to optimize the material’s microstructure and improve profile quality. For this reason, the process is widely used in aerospace and automotive applications.
- Hydrostatic extrusion: in this method, deformation is achieved through pressure transmitted by a fluid. Because there is no direct friction between the billet and the container, materials that are difficult to deform can be processed more efficiently. In addition, the material flow tends to be more uniform. However, this remains a specialized technology compared to conventional extrusion methods.
- Micro-extrusion: this process is used to manufacture extremely small components for industries such as medical devices, electronics and precision engineering. It requires very strict process control and exceptionally tight tolerances.
Each extrusion method offers specific advantages and is selected according to the material being processed and the performance requirements of the final product. Therefore, modern extrusion facilities focus on optimizing both the process parameters and the alloy composition to ensure quality, productivity and repeatability.
Characteristics of Metal Extrusion
Metal extrusion is one of the most widely used technologies for manufacturing metal profiles. In fact, the process combines precision, efficiency and design flexibility in a way that is difficult to achieve with other metalworking methods.
One of its most important characteristics is the ability to produce profiles with a constant cross-section along their entire length. The final shape depends on the geometry of the die and can range from simple designs to highly complex configurations. For this reason, extrusion is widely used to manufacture structural profiles, rails, frames and technical components for a variety of industries.
Another major advantage is its high dimensional accuracy. Thanks to precise process control and carefully engineered dies, manufacturers can produce profiles with very tight tolerances. As a result, the need for additional machining operations is often reduced.
Extrusion also provides an excellent surface finish. In many cases, the resulting profiles are ready for assembly or surface treatment with minimal additional processing. Consequently, production times and manufacturing costs can be significantly reduced.
From a design perspective, the process offers an excellent strength-to-weight ratio. By incorporating hollow sections, internal cavities and optimized geometries, engineers can reduce component weight without sacrificing structural performance. Therefore, extrusion is particularly popular in the automotive, aerospace and renewable energy sectors.
Another key feature is continuous production capability. Once the process is running, large quantities of profiles can be produced while maintaining a high level of quality consistency. Moreover, continuous production improves manufacturing efficiency and enhances process repeatability.
The performance of the extrusion process depends heavily on die design. A 2026 study by S. Chen and co-authors demonstrated how data-driven models can be used to optimize aluminum extrusion die design. The research showed that improved die geometry helps create more uniform material flow, reduces trial-and-error adjustments and enhances the quality of the final extruded sections.
Pros and Cons of Metal Extrusion
Metal extrusion offers numerous advantages from both a manufacturing and design perspective. However, like any industrial process, it also has limitations that must be considered when selecting the most suitable production technology.
The main advantages include:
- High productivity: extrusion enables large quantities of profiles to be produced in relatively short times. In addition, continuous production supports high levels of manufacturing efficiency.
- Reduced secondary machining: thanks to the precision of the die, many profiles leave the process already close to their final geometry. As a result, operations such as milling, turning and other machining processes can often be minimized.
- Good microstructural control: particularly in hot extrusion, process parameters can be managed to influence the material’s microstructure in a controlled way. This helps achieve more uniform mechanical properties throughout the profile.
- Efficient material utilization: extrusion makes it possible to produce components with optimized geometries while generating limited material waste. Therefore, it offers benefits from both an economic and sustainability standpoint.
Alongside these advantages, there are also some challenges to consider:
- Initial die costs: each profile requires a dedicated die. Consequently, the initial investment can be significant, especially for low production volumes.
- Restriction to constant cross-sections: extrusion is ideal for producing continuous profiles. However, it is not suitable for components that require substantial geometric variations along their length.
- Sensitivity to alloy composition: the material’s behavior during deformation depends directly on its chemical composition. For this reason, even small variations can affect workability, surface quality and the mechanical properties of the final profile.
- Potential process defects: under non-optimal conditions, defects such as cracking, irregular material flow, inclusions and other discontinuities may occur, reducing product quality.
Chemical composition plays a particularly important role in extrusion. An alloy that does not meet specification can alter the material’s plastic behavior during processing. As a result, the risk of defects, process instability and variations in mechanical performance increases. For this reason, verifying the alloy composition before production is essential to ensure quality and process repeatability.
Metals Used in Extrusion
Metal extrusion can be applied to a wide range of metallic alloys. However, not all materials behave in the same way during plastic deformation. The choice of alloy depends on factors such as workability, mechanical strength, weight, corrosion resistance and the intended application of the final component.
Among all available materials, aluminum alloys play the dominant role. Thanks to their low weight, excellent formability and high strength-to-weight ratio, they are by far the most widely used materials in industrial extrusion processes.
The main aluminum alloy families used in extrusion include:
- Al-Si (aluminum-silicon) alloys, valued for their good workability and efficient processing characteristics.
- Al-Mg (aluminum-magnesium) alloys, selected when higher mechanical strength and improved corrosion resistance are required.
- Al-Zn (aluminum-zinc) alloys, used in applications that demand particularly high mechanical performance.
In addition to aluminum, copper is frequently extruded. This material is especially appreciated for its excellent electrical and thermal conductivity. As a result, it is widely used in busbars, electrical components and power distribution systems.
Brass, an alloy primarily composed of copper and zinc, is also commonly extruded. It offers a good balance between machinability, corrosion resistance and aesthetic appearance. Therefore, it is often used for fittings, technical profiles and engineered components.
Magnesium is another material used in extrusion, particularly in industries where weight reduction is a critical objective. For example, it is employed in automotive, aerospace and advanced electronics applications.
Steel can also be extruded, although its use is generally limited to specific applications. Compared to aluminum, steel requires significantly higher forming forces and stricter process control. Consequently, steel extrusion is less common and is mainly reserved for specialized engineering components.
An increasingly important topic in modern manufacturing is the distinction between primary alloys and secondary alloys. Primary alloys are produced directly from raw materials through metallurgical processes. Secondary alloys, on the other hand, are obtained through the recovery, recycling and remelting of previously used metal products.
The use of secondary alloys helps reduce energy consumption and environmental impact. However, it also requires stricter control of chemical composition. In fact, variations in alloying elements can influence material formability, extrusion behavior and the quality of the final profile. For this reason, composition verification is a critical step before the production process begins.
Applications of Metal Extrusion Across Industrial Sectors
Metal extrusion is used in a wide range of industries because it enables the production of lightweight, strong and dimensionally accurate profiles. In addition, the process allows manufacturers to create complex geometries while maintaining high productivity and excellent repeatability.
In the automotive industry, extrusion is widely used to manufacture structural components, cross members, chassis elements, crash management systems and parts for electric vehicles. In particular, aluminum profiles help reduce vehicle weight without compromising mechanical strength. As a result, they contribute to improved energy efficiency and extended driving range.
The aerospace sector also relies heavily on extruded components. In this industry, weight reduction is a critical requirement. Therefore, high-strength aluminum alloys and specialty materials are used to produce aircraft structures, support systems and technical components designed for demanding operating conditions.
In the construction industry, extrusion is commonly used to manufacture structural profiles, window and door frames, curtain wall systems, roofing elements and architectural components. The excellent dimensional accuracy and corrosion resistance of aluminum alloys make them especially suitable for building applications.
The electronics sector uses extrusion to produce heat sinks, enclosures, guide rails and structural elements for electronic equipment. Moreover, aluminum’s high thermal conductivity helps improve heat dissipation and overall device performance.
Renewable energy is another important field of application. Extruded profiles are widely used in solar panel mounting structures, support systems, photovoltaic installations and components for wind energy systems. In these applications, low weight and resistance to environmental conditions are particularly valuable advantages.
In industrial machinery, extruded profiles are commonly used in machine frames, automation systems, conveyor structures, protective guards and modular assemblies. Thanks to their versatility, they provide robust and easily configurable solutions for a wide range of manufacturing environments.
Innovation continues to improve extrusion performance. A 2024 study by Zina Saad Abdul Jabbar and Mohammed Najeeb Abdullah investigated the effect of die geometry on the hot direct extrusion of AA7075 aluminum alloy. The results showed that die design has a direct impact on extrusion loads and on the mechanical properties of the finished profiles. For this reason, die engineering has become a key factor in improving process efficiency, product quality and manufacturing reliability.
Composition Control Before Extrusion: The Strategic Role of Spectrometry
In metal extrusion, the quality of the final profile depends largely on the quality of the alloy being processed. For this reason, chemical composition control is a critical step before production begins.
Elements such as silicon and magnesium directly influence the material’s behavior during plastic deformation. In Al-Si alloys, for example, the silicon content affects workability and extrusion performance. In Al-Mg alloys, magnesium plays a key role in determining mechanical strength and corrosion resistance. As a result, even small compositional variations can affect alloy performance and the quality of the finished profile.
Chemical control becomes even more important when working with secondary alloys obtained through recycling and remelting processes. These materials offer significant economic and environmental advantages. However, their composition can vary depending on the origin of the scrap material. Therefore, precise verification of alloying elements is essential before the material enters production.
Composition checks are typically carried out before casting, ensuring that the alloy meets the required specifications. This allows manufacturers to correct deviations early and reduce the risk of defects that could appear during extrusion.
Another critical step is the verification of billet conformity. Before entering the extrusion press, the billet must be checked to ensure that its chemical composition is correct and uniform throughout the material. In fact, compositional variations can influence material flow through the die and compromise the quality of the final profile.
The relationship between chemical composition and product performance is direct. A compliant alloy generally provides better workability during plastic deformation. Consequently, it helps achieve more consistent mechanical properties and greater reliability of the finished component. On the other hand, an incorrect composition can increase the risk of surface defects, process instability and variations in mechanical performance.
For this reason, Optical Emission Spectrometry (OES) has become a strategic tool in modern extrusion facilities. By providing fast and accurate elemental analysis, OES enables manufacturers to verify alloy composition before production, improve process stability, reduce scrap rates and ensure consistent quality in extruded profiles.
GNR Solutions for Quality Control in Extrusion Lines
In modern extrusion facilities, chemical composition control is a strategic activity that helps ensure process stability, profile quality and reduced production waste. For this reason, manufacturers use OES (Optical Emission Spectrometry) systems at several stages of the production cycle.
The first critical step is the inspection of scrap materials and secondary alloys. When recycled and remelted materials are used, it is essential to verify alloy composition before production begins. This helps prevent contamination, identify compositional deviations and ensure that the material meets the required specifications.
A second key stage is the verification of the alloy before casting. At this point, chemical analysis confirms that the material contains the correct concentrations of elements such as silicon, magnesium, zinc and other alloying elements. As a result, the risk of processing issues during extrusion is reduced, while billet quality is improved.
Finally, OES systems are also used during final quality control to verify that the material complies with the required specifications and that the production process has remained stable throughout manufacturing.
For laboratory applications and routine quality control, GNR offers the S1 MiniLab 150, a compact solution designed to perform fast and reliable analyses on ferrous and non-ferrous materials. Its ease of use and short analysis times make it particularly suitable for dynamic production environments.
For applications requiring broader analytical capabilities and the management of more complex alloys, GNR offers the S3 MiniLab 300. This spectrometer supports metallurgical quality control in foundries, metal processing plants and extrusion facilities, delivering accurate and repeatable results throughout the production cycle.
For more advanced industrial requirements, the GNR portfolio also includes the S6 Sirius 500, featuring CMOS technology and wide elemental coverage, as well as high-end systems such as the S5 Solaris Plus and S7 Metal Lab Plus, developed for applications that demand maximum analytical accuracy and comprehensive metallurgical quality control.
When inspections must be carried out directly on the production floor or on materials that are difficult to move, the portable spectrometers E3 Esaport and E4 Esaport Plus provide rapid alloy verification and material identification directly in the manufacturing environment.
Across all these applications, the principle remains the same: accurate chemical analysis helps reduce scrap, improve process stability and increase the quality of extruded profiles. For this reason, OES spectrometry has become an essential tool for metallurgical control in modern extrusion operations.
FAQ
Metal extrusion is a plastic deformation process in which a metal material is forced through a die to produce a profile with a constant cross-section. This technology makes it possible to manufacture components with complex geometries, good dimensional accuracy and efficient material utilization.
The process begins with billet preparation. The material is then heated (in hot extrusion processes) and loaded into the extrusion press. A ram applies high pressure, forcing the metal through the die. After exiting the die, the profile is cooled, cut to length and subjected to any required finishing and quality control operations. Throughout the process, metallurgical inspections help ensure alloy conformity and product quality.
The most common industrial methods are direct extrusion, indirect extrusion, hot extrusion and cold extrusion. More specialized techniques include controlled hot extrusion, hydrostatic extrusion and micro-extrusion, which are used in applications requiring very high precision or involving materials that are difficult to process.
Aluminum is the most widely used material because of its low weight and excellent formability. However, copper, brass, magnesium and certain grades of steel can also be extruded. The choice depends on the performance requirements of the final component and the characteristics of the alloy.
In hot extrusion, the material is heated before processing to increase ductility and reduce the force required for deformation. In cold extrusion, processing takes place at room temperature or with limited heating. As a result, tighter dimensional tolerances and improved surface finishes can be achieved, although higher forming forces are generally required.
Chemical composition directly affects alloy workability, plastic deformation behavior and the mechanical properties of the final profile. For this reason, composition control before casting and before extrusion helps reduce scrap, improve process stability and ensure more consistent product quality.
Chemical composition is typically verified using Optical Emission Spectrometry (OES). This technology makes it possible to quickly identify and quantify the elements present in an alloy, supporting scrap inspection, molten metal verification and final quality control. Depending on production requirements, manufacturers may use laboratory instruments such as the S3 MiniLab 300, advanced systems such as the S6 Sirius 500, or portable spectrometers such as the E3 Esaport and E4 Esaport Plus for inspections directly on the production floor.